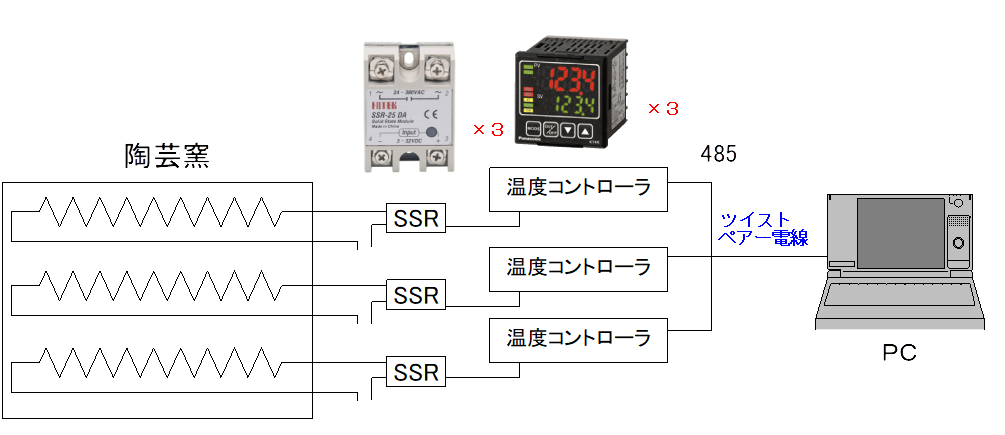
陶芸窯で上中下の3段でヒーターをSSRで制御している陶芸窯を自動コントロールソフトです。
温度のコントロールは市販のコントローラ(パナソニックKT2(現在販売中止?)、およびKT4R)で行い、RS-485の通信機能を使い設定および温度監視を行うソフトです。
温度コントローラは通信機能付き無接点リレー出力(SSR起動)3台が必要になります。例えばAKT4R1121001等。
SSR(ソリッドステートリレー)はAmazon、アリババ、秋月等で入手できます。
目次
温度コントローラに接続する熱電対種別を設定します(多分”R”タイプ)。
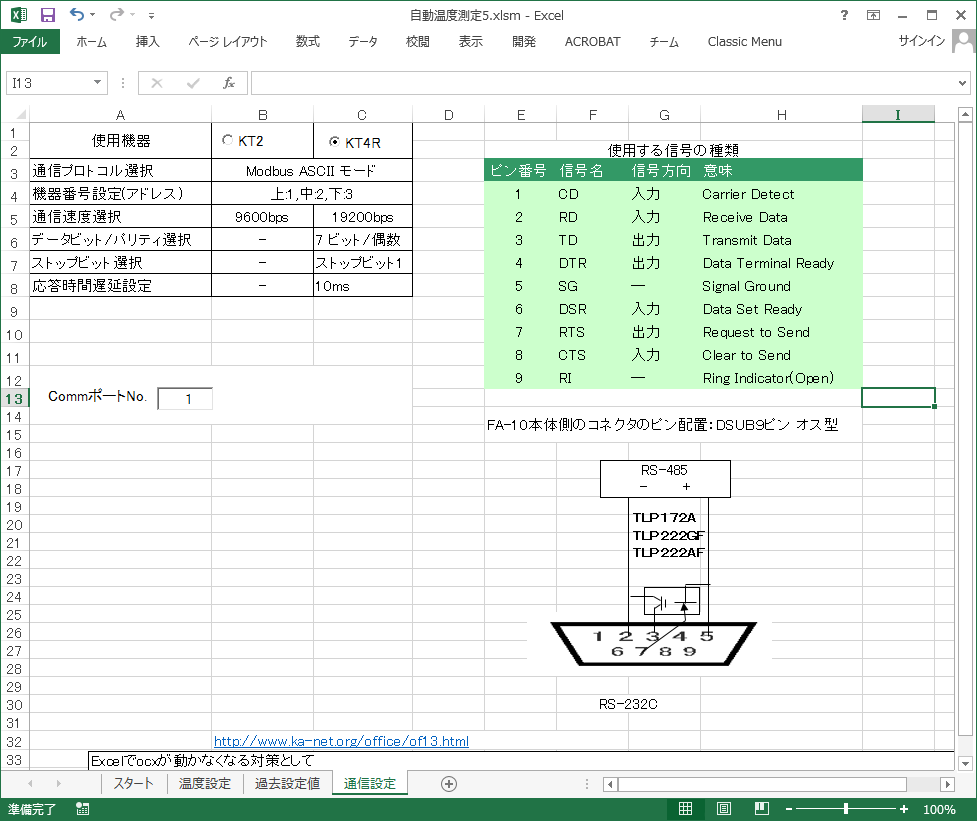
次に温度コントローラのRS-485のアドレスと通信の設定を行てます。アドレスは上が1、中が2、下が3とします。
| 使用機器 |
|
|
||
| 通信プロトコル選択 | Modbus ASCII モード | |||
| 機器番号設定(アドレス) | 上:1,中:2,下:3 | |||
| 通信速度選択 | 9600bps | 19200bps | ||
| データビット/パリティ選択 | - | 7 ビット/偶数 | ||
| ストップビット選択 | - | ストップビット1 | ||
| 応答時間遅延設定 | - | 10ms | ||
パソコン側の通信は入手しやすいRS-232Cを疑似的に485に変換しています。(RTSがTrueの時、送信信号を485につなげます。)
USBシリアル変換ケーブルとDサブコネクタ 9P・メス(半田付けタイプ)、Dサブコネクタ用シェル9P、それとフォトMOSリレー(TLP172A、TLP222GF、TLP222AFのいずれか1つ)を用意し下図のように結線ます。
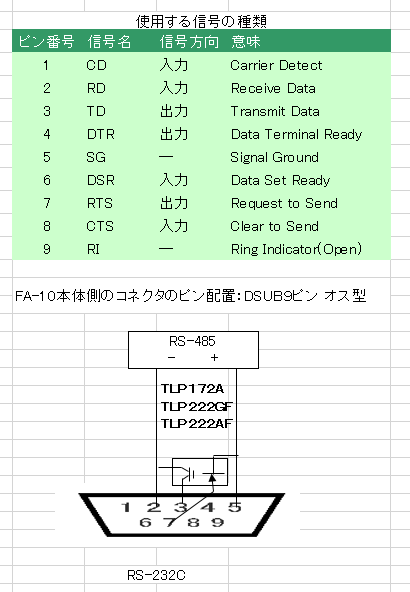
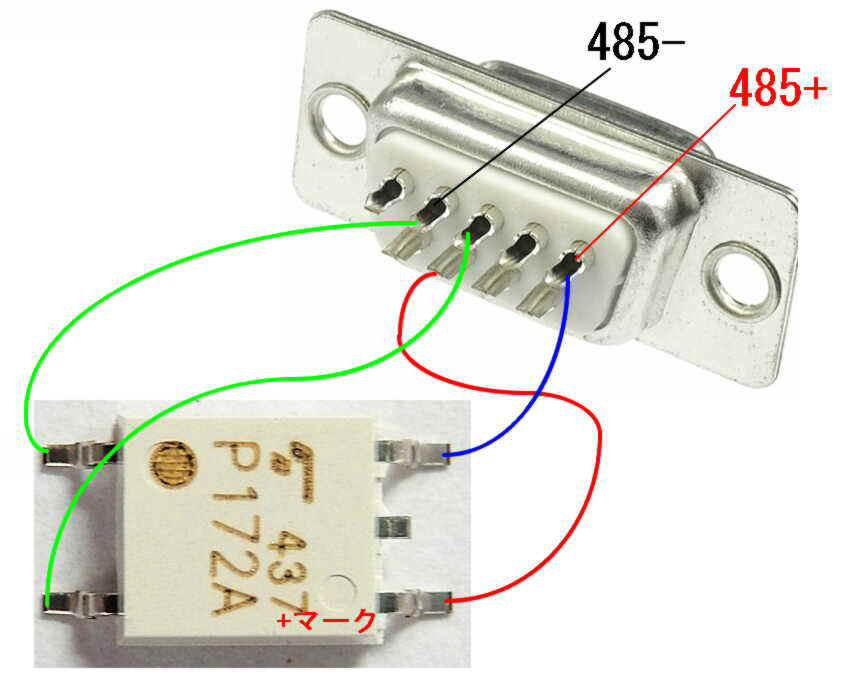
温度コントローラの485側の結線はパラレルになります。
市販のRS-232C⇔RS-485変換器はつかえませんのでご注意ください。
自動温度測定5.zipを解凍し自動温度測定5.xlsmとMSCOMM32.OCXを同一フォルダーに作成します。
このExcelソフトではVB6の、コミニケーションコントロール(MSCOMM32.OCX)を使用しています。
正しく開くことができると下記のようにデーサインモードで開くとコントロールを確認できます。
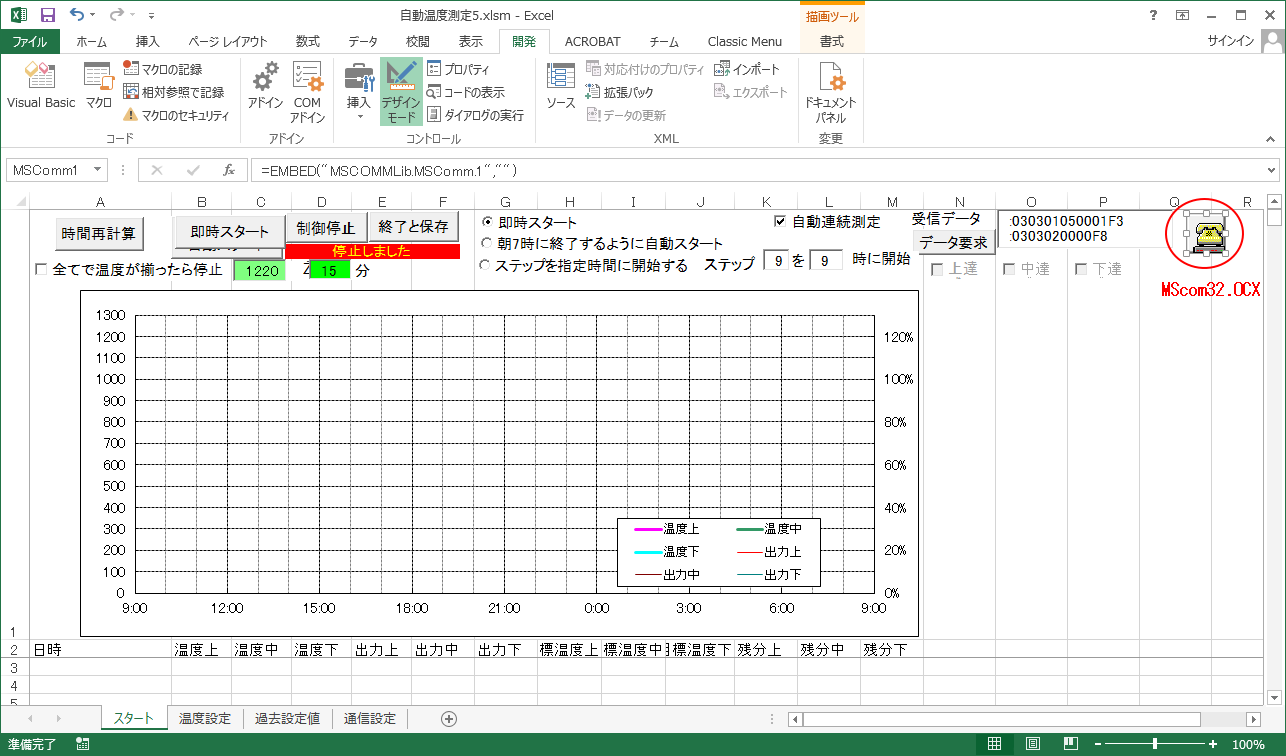
コントロールが見れない場合はVB6ランタイムのインストールをしてから再度開いてみてください。
それでも動かない場合は下記を参照してください。
http://www.herutu.co.jp/product/pdfdownload.php?f=1_1307611974_3_jp.00
コントロールが表示されるようになったら「デザインモード」を終了し、『通信設定』シートを開きます。
温度コントローラの種類とcommポートNoを設定します。commポートNoはデバイスマネージャーで確認で組ます。
設定か終わったら一旦セーブします。
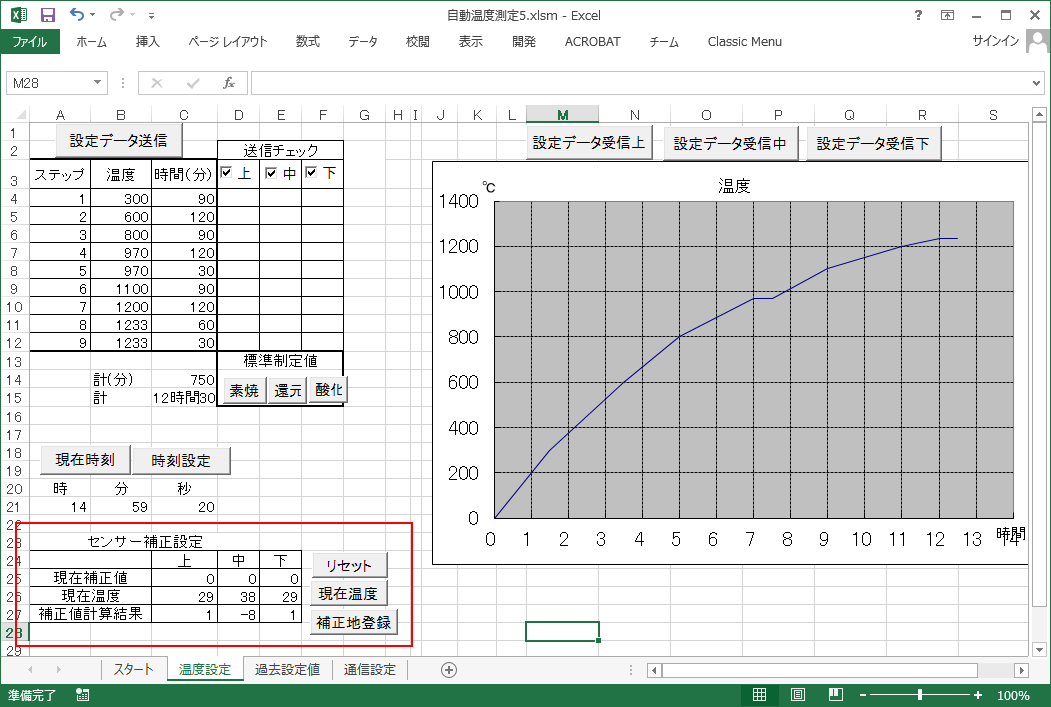
熱電対は3本あると温度測定値に多少の誤差が発生します。
温度誤差があるままスタートすると、各設定値の開始時間が合わなくなります。このため、3本の熱電対を同じところに置き誤差を補正します。
「温度設定シート」の左下にその機能があります。
『リセット』を押した後、『現在温度』を押し、『補正値登録』を押すと完了です。
もう一度『現在温度』を押すとほぼ同じ値になっていると思います。
この作業は一度行えば頻繁に行う必要はありません。
ステップ数は9までで指定温度と温度上昇時間を設定します。
窯の性能以上に時間を短くするとステップ終了時に規定温度に達しないことがあるので注意してください。
設定値は「過去設定値」シートにデータを保存しておくと『素焼』『還元』『酸化』ボタンを押すことで過去の設定値を読み込むことができます。
設定が終わったら『設定データ送信』をクリックします。
正常にデータ送信ができれば「送信チェック」欄にチェックマークが2個づつ入ります。
1個目はデータが送られたこと、2個目はコントローラーのアンサー確認です。
「送信チェック」「上」「中」「下」のチェックを個別につけると、段ごとに別の設定値を設定することも可能です。
『設定データ確認(上中下)』を押すと、コントローラに登録された設定値を読み込むことができます。
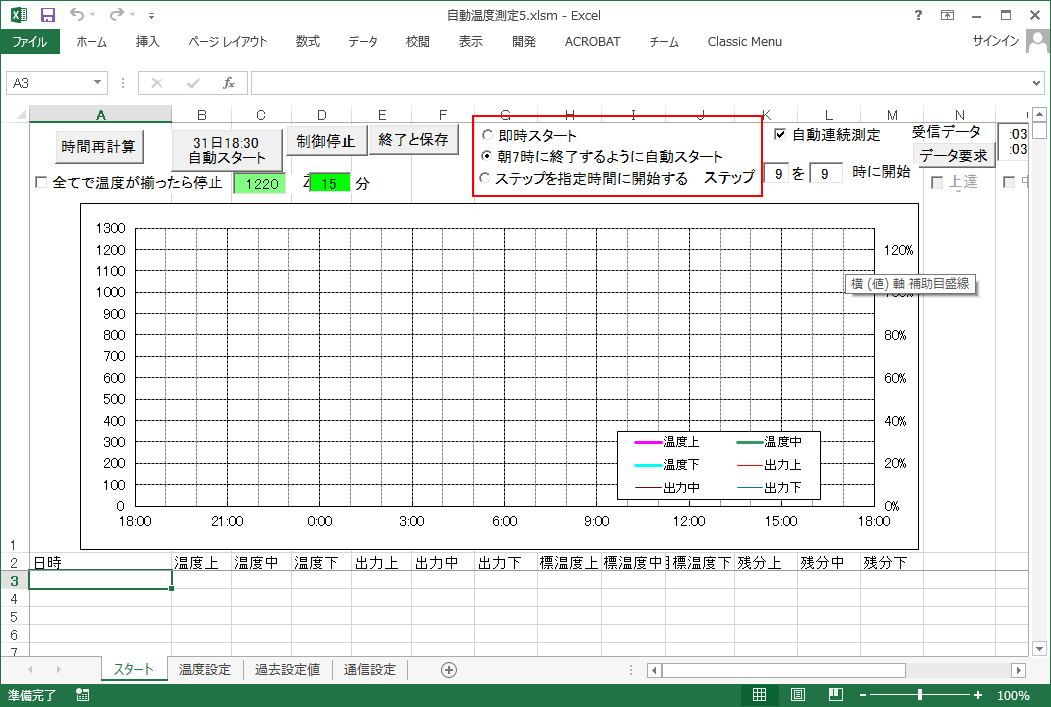
運転開始は「スタート」シートで行います。
運転には次の3つのモードがあります。
- 即スタート
『即スタート』ボタンを押すと、コントローラに一斉スタート命令を出します。
- 朝7時に終了するように自動スタートする。
『朝7時に終了するように自動スタート』は時間帯別契約などで、電気代の安い時間帯に電気の消費の多い攻め等を使うために使用します。
- ステップを指定時間に開始する
『ステップを指定時間に開始する』は還元焼成などで、ガス入れを深夜に行わないために使用します。
「全てで温度が揃ったら停止」は窯の温度が整いにくい場合に使用します。(普段は使用しません)
『自動連続測定』のチェックを付けておくと1分ごとに各コントローラーの温度や出力状態を計測し保存します。
グラフの時間軸は測定モードに合わせて自動設定されます。
『終了と保存』は終了時の日付を付けてデータを保存し、終了します。
この制御ソフトは陶芸家・大野耕太郎および滝川市陶芸センターで利用されています。